- 623 Grable St. Rockford, IL 61109
- jason@a1lapping.com
- 815-398-1465



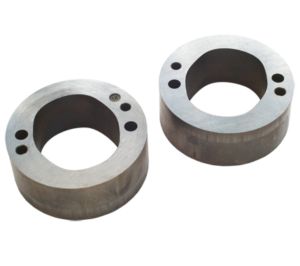
Machine: Stahli 1205
Wheel: D76
Stock Removal: .020"
Parts Per Load: 72
Cycle Time: 3 mins
Rinsing Agent: Oil
Material: Powdered Metal
Previous Operation: None
Part Dimension: 3.5" O.D.
Tolerance: .004"
Cpk Achieved: 12+
Ra Achieved: 10
Flatness Achieved: <.000075"
Parallelism Achieved: .00008"
Comments
Previous operation rough grind then lap, now achievable in one step process.
![]()
Machine: Stahli 705
Wheel: D76
Stock Removal: .025"
Parts Per Load: 48
Cycle Time: 3 mins
Rinsing Agent: Oil
Material: Bronze
Previous Operation: Stamped
Part Dimension: 1" X 2"
Tolerance: .0002"
Cpk Achieved: 1.67
Ra Achieved: 20
Flatness Achieved: <.001"
Parallelism Achieved: .00005"
Comments
Out of flat up to .010" incoming, finished at .0625" thick

Machine: Stahli 705
Wheel: B76
Stock Removal: .008"
Parts Per Load: 588
Cycle Time: 3 mins
Rinsing Agent: Oil
Material: 1045 H.T. to 55 Rc
Previous Operation: Turned
Part Dimension: .500" O.D.
Tolerance: .0005"
Cpk Achieved: 1.67
Ra Achieved: 10
Flatness Achieved: <.001"
Parallelism Achieved: .0001"
Comments
Only grinding one face. High volume, extensive tooling required.

Machine: Stahli 705
Wheel: B64
Stock Removal: .010"
Parts Per Load: 96
Cycle Time: 2.5 mins
Rinsing Agent: Oil
Material: 1045 H.T. to 55 Rc
Previous Operation: Turned
Part Dimension: 1" O.D.
Tolerance: .0002"
Cpk Achieved: 1.67
Ra Achieved: 16
Flatness Achieved: <.0001"
Parallelism Achieved: .00001"

Machine: Stahli 1205
Wheel: D76
Stock Removal: .020"
Parts Per Load: 48
Cycle Time: 4.5 mins
Rinsing Agent: Oil
Material: Powdered Metal
Previous Operation: None
Part Dimension: 3" X 4"
Tolerance: .004"
Cpk Achieved: 12+
Ra Achieved: 20-30
Flatness Achieved: <.0002"
Parallelism Achieved: .00001"
Comments
Previous operation double disc grind then lap.
Machine: Stahli 1205
Wheel: D76
Stock Removal: .020"
Parts Per Load: 48
Cycle Time: 4.5 mins
Rinsing Agent: Oil
Material: Powdered Metal
Previous Operation: None
Part Dimension: 3" X 4"
Tolerance: .004"
Cpk Achieved: 12+
Ra Achieved: 20-30
Flatness Achieved: <.0002"
Parallelism Achieved: .0001"
Comments
Previous operation rough grind then finish grind, now achievable in one step process.

Machine: Stahli 705
Wheel: B64
Stock Removal: .015"
Parts Per Load: 572
Cycle Time: 3 mins
Rinsing Agent: Oil
Material: 1045 H.T. to 55 Rc
Previous Operation: Turned
Part Dimension: 400 O.D.
Tolerance: .0004"
Cpk Achieved: 1.67
Ra Achieved: 12
Flatness Achieved: <.000040"
Parallelism Achieved: .00004"
Comments
Only grinding one face. High Volume, extensive tooling required.
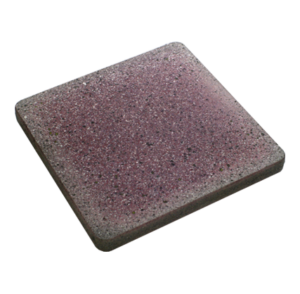
Machine: Stahli 705
Wheel: D76
Stock Removal: .030"
Parts Per Load: 24
Cycle Time: 10 mins
Rinsing Agent: Oil
Material: Ceramic
Previous Operation: None
Part Dimension: 4.5" X 4.5"
Tolerance: .00004" Flat
Cpk Achieved: 1.67
Ra Achieved: 16
Flatness Achieved: <.0002"
Parallelism Achieved: .0002"
Comments
Out of flat up to .010" per side incoming.

Machine: Stahli 1205
Wheel: D76
Stock Removal: .020"
Parts Per Load: 48
Cycle Time: 4.5 mins
Rinsing Agent: Oil
Material: Powdered Metal
Previous Operation: None
Part Dimension: 3" X 4"
Tolerance: .0002"
Cpk Achieved: 1.67
Ra Achieved: 16
Flatness Achieved: <.0002"
Parallelism Achieved: .0006"
Comments
Previous operation rough grind then finish grind, now achievable in one step process.
